Az alkatrészek kiszerelése és elõkészítése után következett azok bevonatolása.
Ehhez három anyagot használtam.
A szemcseszórt részeket Tiszakorr rozsdagátló alapozóval (1. kép - elsõ részlet) alapoztam szórással 1 rétegben, majd Alvikorr zománccal (1. kép - második részlet) bevontam szórással 2 rétegben.
A horganyzott alkatrészeket, kötõelemeket 95%-os tiszta horganyt tartalmazó akril gyanta kötõanyagú Hanno horgany spray-vel (1. kép - harmadik részlet) fújtam 3 rétegben (2-3. kép).
4. kép - csavarok összeválogatva várják beépítésüket
5. kép - biztosítékház tartó
6. kép - beszerelt ECU-, és akkumulátor tartó
7. kép - beszerelt szervó folyadék kiegyenlítõ tartály
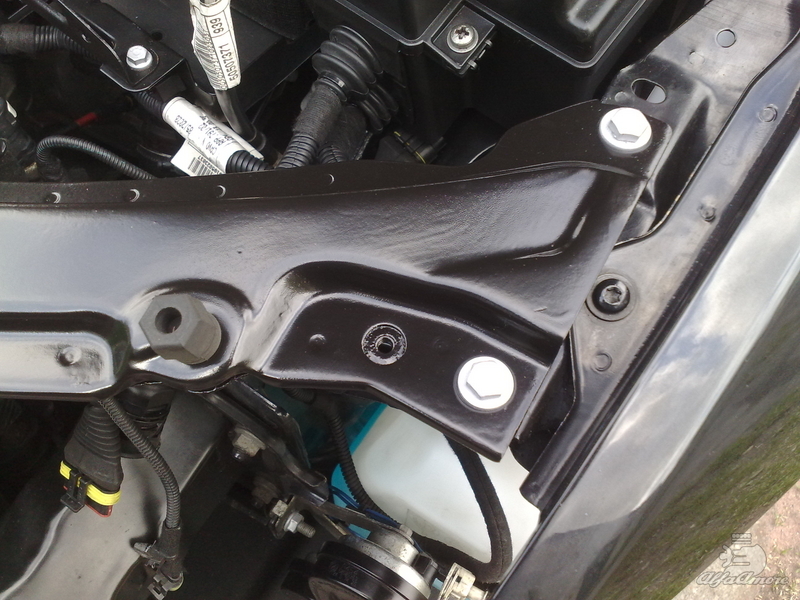
8. kép - beszerelt motortartó bak
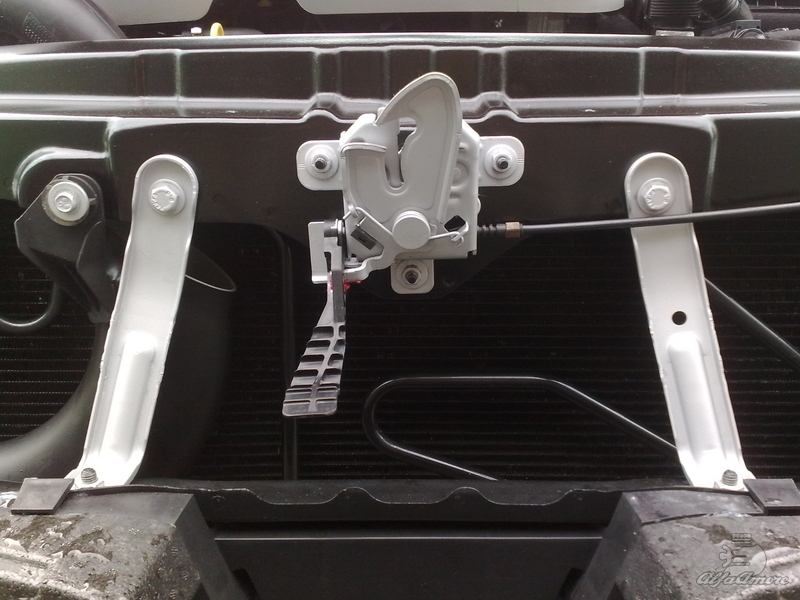
9. kép - visszaszerelt zárhíd
10. kép - kötõelemek a helyükön
11. kép - motortér zár, és zárhíd tartó a helyén
12. kép - újjászületõben
A kötõelemek becsavarásakor megsérült bevonatokat kis ecsettel javítottam.










Miután lebontottam a problémás részeket, következett a felületek szakszerû elõkészítése, a rozsda eltávolítása.
A kezelt alkatrészeket két csoportra lehetett bontani.
1. Fekete festékkel bevont alkatrészek:
- zárhíd
- ECU tartó (4. kép)
- akkumulátor tartó
- kormányszervó folyadék kiegyenlítõ tartály tartó
- TX fejû csavarok (6. kép)
2. Horganyzott alkatrészek:
- motortér zár
- zárhíd tartó
- akkumulátor melletti biztosíték csoport tartó
- jobb oldali motortartó bak
- egyéb kötõelemek
A feketére festett szénacél elemeket szemcseszórtam szemcseszóró pisztollyal (1-2. kép). Kivétel ez alól a zárhíd (3. és 5. kép), aminek szórását szakcéggel végeztettem felületének viszonylagos nagysága miatt. Ennek másik oka, hogy a szóráshoz gránitot használtam és ez nem hajlandó rendesen mûködni. A probléma abban rejlik, hogy a gránit magába veszi a párát és képes összeállni tõle. Emiatt a nehezen szívja fel a tömlõ a granulátumot.
Illetve a gránitnak elég nagy a sûrûsége, emiatt pedig a szívócsõben mindig visszaesik a gravitáció hatására.
Továbbá az általam használt gránit túl apró szemû volt, így az elég szapora, és a felületi érdesség is alacsony volt.
Ehhez a berendezéshez a megfelelõ anyag a mûkorrund lenne, de arra most nem tudtam szert tenni.
Szórás elõtt a belsõ menetekbe idegen csavarokat tekertem, a külsõ menetekre pedig üzemanyagcsöveket húztam, hogy bevédjem azokat a szemcsék abbraziv hatásától.
A szemcseszórás után a lehetõ leghamarabb zsírtalanítottam majd bevontam a felületet.
Az akkumulátor tartón csak néhány apróbb helyen (éleknél) volt felületi rozsda, melyet helyileg kezeltem.
A horganyzott elemeket RO55-ös rozsdamaró fürdõben áztattam, passziváltam (7. kép). Szükség esetén drótkefével növeltem az anyag hatékonyságát. A rozsdaoldó sajnos helyenként lemarta az alkatrészekrõl a horgany bevonatot is (8-9. kép), így azokat is bevonatolnom kellett. A bevonatolás elõtt dörzsivel fokoztam a felület érdességét.
Az alkatrészek bevonatolását a késõbbiekben publikálom!








